焊接工序作為鋰電池制(zhi)造(zao)工藝中的關鍵(jian)一(yi)環(huan),被應用于鋰電池鋁/銅正(zheng)負集(ji)流體(ti)、極(ji)片以及電池封(feng)裝等多個位置的連接,任何(he)焊接接頭缺(que)陷都將顯著影響鋰電池性能的一(yi)致(zhi)性。因此,理解(jie)超聲焊接過(guo)程(cheng)十分必要。
1、超聲焊接原理
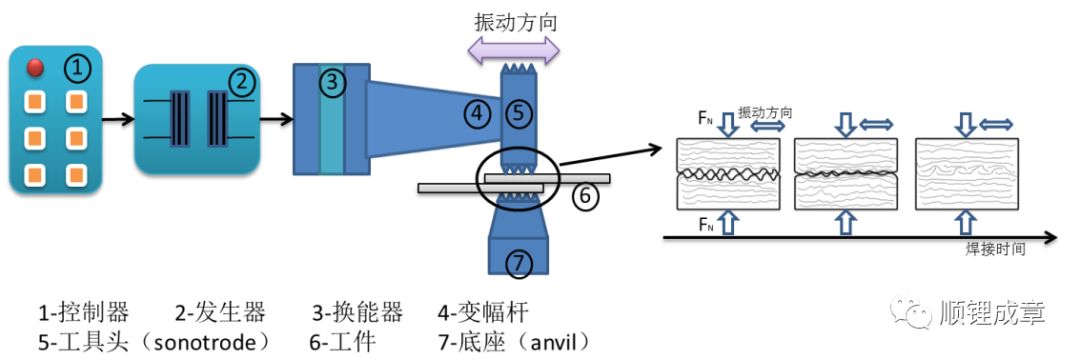
在超聲焊接(jie)(jie)過(guo)程中,換能器把(ba)高頻電信號轉化(hua)(hua)為超聲振(zhen)動(dong)(dong)信號,高頻振(zhen)動(dong)(dong)通過(guo)焊接(jie)(jie)工具頭傳遞到待焊金(jin)屬表面(mian),界面(mian)金(jin)屬氧化(hua)(hua)膜在一定的(de)(de)壓(ya)力和超聲振(zhen)動(dong)(dong)的(de)(de)劇(ju)烈摩(mo)(mo)擦作(zuo)用下破碎,界面(mian)潔凈金(jin)屬接(jie)(jie)觸并在摩(mo)(mo)擦和超聲軟化(hua)(hua)的(de)(de)共同作(zuo)用下,進(jin)一步產生塑性流動(dong)(dong)和擴散使連接(jie)(jie)面(mian)積(ji)逐漸增大最(zui)終(zhong)形成可靠的(de)(de)連接(jie)(jie)。
焊接接頭的形成需經過(guo)兩個(ge)階(jie)段:過(guo)渡階(jie)段和穩定階(jie)段。
過渡階段為(wei)清除焊件表面(mian)膜和氧化(hua)物的(de)短暫過(guo)(guo)程(cheng)(cheng),穩定階段為(wei)界面(mian)產生相互擴散并使(shi)相互擴散穩定的(de)過(guo)(guo)程(cheng)(cheng)。在過(guo)(guo)渡階段,焊件表面(mian)氧化(hua)物膜由于強(qiang)(qiang)烈磨(mo)擦作用破(po)碎,此時磨(mo)擦為(wei)主(zhu)要熱源,工件溫度升高(gao)使(shi)工件材(cai)料屈服強(qiang)(qiang)度降低,有利于工件表面(mian)氧化(hua)膜破(po)碎及發生塑性變(bian)形(xing),對接(jie)頭形(xing)成有重(zhong)要作用。
穩定(ding)階(jie)段,金屬(shu)接(jie)(jie)觸表面(mian)變得平滑(hua)后摩擦作用減弱,熱量(liang)(liang)由于產生(sheng)塑性變形而在(zai)焊接(jie)(jie)界面(mian)聚(ju)集,在(zai)此過程中(zhong)的熱量(liang)(liang)是(shi)由工件的塑性變形過程產生(sheng),工具頭施加(jia)的壓力致使界面(mian)原子之間產生(sheng)作用力而形成的金屬(shu)連(lian)接(jie)(jie)過程。
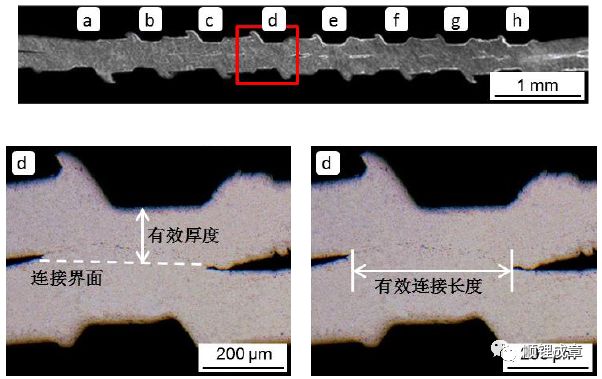
工(gong)件與工(gong)件連(lian)接(jie)(jie)(jie)(jie)界面僅在(zai)壓痕槽(cao)(cao)下(xia)(xia)方(fang)存在(zai)連(lian)接(jie)(jie)(jie)(jie),接(jie)(jie)(jie)(jie)頭(tou)連(lian)接(jie)(jie)(jie)(jie)界面的所有槽(cao)(cao)下(xia)(xia)方(fang)的連(lian)接(jie)(jie)(jie)(jie)長度求和(he)(he)得到(dao)接(jie)(jie)(jie)(jie)頭(tou)連(lian)接(jie)(jie)(jie)(jie)長度的總和(he)(he),稱之為有效連(lian)接(jie)(jie)(jie)(jie)長度,也是塑性(xing)變(bian)形量的一個衡量指標(biao)。
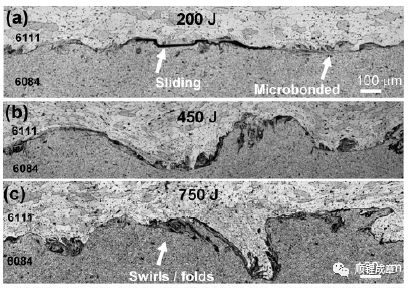
焊接區域(yu)微觀形貌
超聲(sheng)金屬焊接(jie)過程的主要工藝(yi)參(can)數有焊接(jie)壓(ya)力、焊接(jie)能量/時間(jian)、工具頭(tou)振幅和(he)工具、頭(tou)齒紋與尺寸(cun)等(deng)。
(1)壓(ya)力(li)的影響
焊(han)(han)(han)接(jie)(jie)壓力(li)對(dui)焊(han)(han)(han)接(jie)(jie)接(jie)(jie)頭(tou)質量的影(ying)響顯著,焊(han)(han)(han)接(jie)(jie)接(jie)(jie)頭(tou)強度隨壓力(li)的增大先增加(jia)后減小(xiao)。焊(han)(han)(han)接(jie)(jie)壓力(li)會改變(bian)焊(han)(han)(han)接(jie)(jie)界面(mian)(mian)的滑動阻(zu)力(li),焊(han)(han)(han)接(jie)(jie)壓力(li)較小(xiao)會導致界面(mian)(mian)的滑動阻(zu)力(li)較小(xiao),使摩擦(ca)產(chan)生(sheng)(sheng)的能量不足(zu)以讓界面(mian)(mian)形成有(you)效連(lian)接(jie)(jie);焊(han)(han)(han)接(jie)(jie)壓力(li)過(guo)大導致工(gong)具(ju)頭(tou)下壓過(guo)深(shen),焊(han)(han)(han)接(jie)(jie)界面(mian)(mian)金(jin)屬產(chan)生(sheng)(sheng)相互咬合而影(ying)響了界面(mian)(mian)的相對(dui)運動,阻(zu)礙(ai)界面(mian)(mian)金(jin)屬進一步(bu)連(lian)接(jie)(jie),導致焊(han)(han)(han)接(jie)(jie)接(jie)(jie)頭(tou)的力(li)學性能變(bian)差。因此,合適(shi)的焊(han)(han)(han)接(jie)(jie)壓力(li)參數(shu)對(dui)焊(han)(han)(han)接(jie)(jie)質量有(you)決定性。
(2)時(shi)間的影響(xiang)
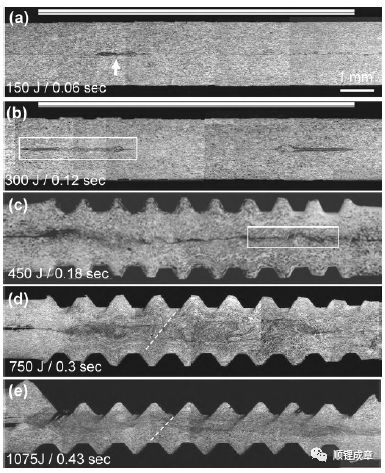
焊(han)(han)(han)(han)接(jie)(jie)時間(jian)直接(jie)(jie)影響了焊(han)(han)(han)(han)接(jie)(jie)過(guo)程中能量(liang)的(de)輸(shu)入,對焊(han)(han)(han)(han)接(jie)(jie)效果有(you)著直接(jie)(jie)的(de)影響。焊(han)(han)(han)(han)接(jie)(jie)時間(jian)過(guo)短,輸(shu)入能量(liang)不(bu)足,由于(yu)沒有(you)充分的(de)摩擦,難以形成有(you)效的(de)焊(han)(han)(han)(han)點;隨(sui)著焊(han)(han)(han)(han)接(jie)(jie)時間(jian)的(de)增加,相(xiang)互摩擦引起溫度(du)升高,工件材料(liao)開(kai)始(shi)軟化(hua),焊(han)(han)(han)(han)接(jie)(jie)區(qu)域界面氧化(hua)膜(mo)破損及塑性變形,能形成較(jiao)好的(de)連接(jie)(jie);當(dang)焊(han)(han)(han)(han)接(jie)(jie)時間(jian)進(jin)一(yi)步延長,焊(han)(han)(han)(han)頭容易在工件表面形成較(jiao)深的(de)痕跡,對焊(han)(han)(han)(han)接(jie)(jie)效果產生(sheng)不(bu)利的(de)影響,此外,過(guo)長的(de)焊(han)(han)(han)(han)接(jie)(jie)誒時間(jian)易導致焊(han)(han)(han)(han)頭與(yu)被焊(han)(han)(han)(han)工件的(de)粘結;
(3)振幅的(de)影響
超(chao)聲波焊接過程中工件與工件形成的(de)振(zhen)動系統,振(zhen)幅(fu)直接影響(xiang)工件界面振(zhen)動的瞬時速度,最終影響摩擦生熱及塑性變形,對焊接質量造成影響。
(4)焊頭的影響
焊頭是超聲波金屬焊接的關鍵組成部分,焊接過程中,焊頭在壓力作用下要抓緊被焊工件,這樣,超聲波焊機產生的機械振動才能傳遞給被焊工件界面以形成固相連接。焊頭面積不同,會導致焊接過程中焊接壓力的分布不同,即連接界面的具有不同的應力,使焊接過程中摩擦力不同,從而使焊接過程中摩擦產熱量不同,導致焊接過程中工件溫度不同,最終影響接頭質量。而焊頭花紋齒深則決定焊頭花紋嵌入工件表面的難易程度,也直接影響工件表面壓痕深度,間接影響焊接過程中工件溫度,對接頭質量造成影響。因此,焊頭形貌及尺寸對接頭質量有非常關鍵的作用。
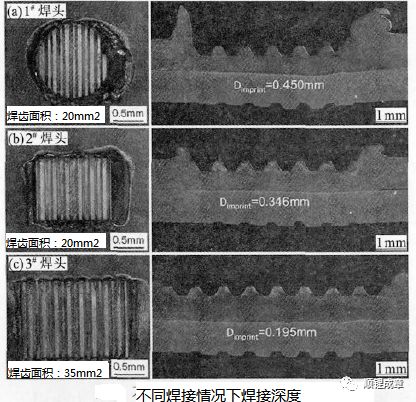
焊頭面積相同時,矩形焊頭比圓形焊頭產生的塑性變形程度強烈;焊頭形狀相同時,面積大的焊頭能使焊接區塑性變形程度更強烈。
焊頭面積相同時,圓形焊頭更容易將焊頭下方的工件材料擠出,形成更深的壓痕;焊頭形狀相同時, 面積小的焊頭使工件表面接觸區域壓強較大,從而形成更深的壓痕。
3、焊接質量監視
(1)破壞性測試
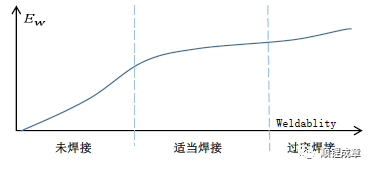
超聲(sheng)焊(han)接的(de)(de)好壞,可直接通(tong)過檢測(ce)焊(han)接區域的(de)(de)抗拉情況(kuang)進(jin)行判定,當虛焊(han)與過焊(han)時,拉力值均(jun)會很低。

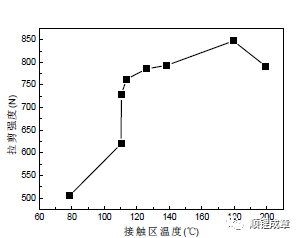
(2)紅外測試
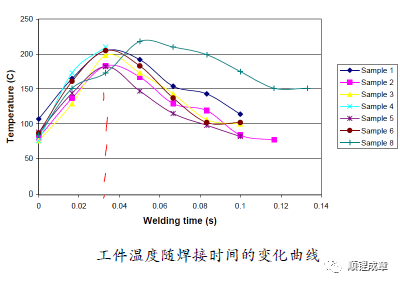
焊(han)(han)接(jie)(jie)工(gong)藝參數(shu)不同,導致(zhi)焊(han)(han)機供(gong)給被焊(han)(han)工(gong)件(jian)(jian)(jian)的(de)焊(han)(han)接(jie)(jie)總能量(liang)變(bian)化(hua)(hua),必然引(yin)起焊(han)(han)接(jie)(jie)過(guo)程(cheng)中的(de)摩擦作用不同,致(zhi)使焊(han)(han)接(jie)(jie)過(guo)程(cheng)中產(chan)生的(de)熱(re)量(liang)變(bian)化(hua)(hua),那么焊(han)(han)接(jie)(jie)過(guo)程(cheng)中工(gong)件(jian)(jian)(jian)的(de)溫(wen)度(du)(du)也(ye)將隨之變(bian)化(hua)(hua),焊(han)(han)頭(tou)-工(gong)件(jian)(jian)(jian)接(jie)(jie)觸區溫(wen)度(du)(du)可以有效(xiao)反映(ying)接(jie)(jie)頭(tou)強(qiang)度(du)(du),可以通過(guo)測(ce)量(liang)焊(han)(han)接(jie)(jie)過(guo)程(cheng)中工(gong)件(jian)(jian)(jian)的(de)溫(wen)度(du)(du)預(yu)測(ce)接(jie)(jie)頭(tou)質量(liang)。但接(jie)(jie)觸區溫(wen)度(du)(du)并不是越(yue)高(gao)越(yue)好,對于每種被焊(han)(han)材(cai)料匹配,都有一個(ge)臨界(jie)溫(wen)度(du)(du)值(zhi),工(gong)件(jian)(jian)(jian)溫(wen)度(du)(du)小(xiao)于臨界(jie)溫(wen)度(du)(du)時,溫(wen)度(du)(du)越(yue)高(gao)則接(jie)(jie)頭(tou)強(qiang)度(du)(du)越(yue)高(gao);工(gong)件(jian)(jian)(jian)溫(wen)度(du)(du)大于臨界(jie)溫(wen)度(du)(du)時,接(jie)(jie)頭(tou)強(qiang)度則會減弱。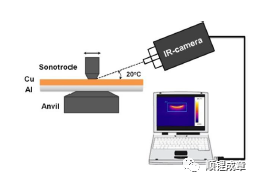
(3)能量反饋
不(bu)同的焊(han)(han)接參數,不(bu)同的焊(han)(han)接效(xiao)果所需的能量是(shi)不(bu)一樣的,可以通過(guo)檢測焊(han)(han)接過(guo)程的焊(han)(han)接能量進行判斷。